Industrial automation is not just robots
Industrial automation is the set of control systems, software, sensors, actuators, and networks that lets machines perform tasks with limited human intervention. In practice, it is less about a single robot arm and more about a layered infrastructure that decides when equipment should move, how fast it should move, what happens when a fault appears, and who gets notified when something goes wrong.
That distinction matters because the biggest gains in automation usually come from reducing variation, not merely replacing labor. A conveyor line that feeds parts consistently into a machine can improve throughput as much as a robot picking them up. A well-tuned inspection system can cut scrap and rework even if no one on the floor notices the change directly. Industrial automation is therefore best understood as an operating system for physical work: it makes production more repeatable, measurable, and scalable.
It also has hard limits. Physical processes are messy, materials vary, sensors drift, and plants age. Automation does not remove those realities; it forces them to be modeled, instrumented, and handled through control logic. That is where the economics become interesting.
What the stack actually looks like
Most industrial automation systems can be broken into four layers: sensing, control, execution, and supervision.
Sensing is the input layer. Proximity sensors, photoelectric sensors, pressure transducers, encoders, machine vision cameras, load cells, and temperature probes all turn real-world conditions into machine-readable signals. If the plant cannot measure a condition reliably, it cannot automate around it. This is why some jobs remain stubbornly manual: not because robots are unavailable, but because the process has too much variance to sense cleanly at the required speed or cost.
Control is typically handled by PLCs, or programmable logic controllers. These are rugged industrial computers built for deterministic behavior, fast I/O, and high reliability. A PLC reads sensors, executes logic, and sends commands to motors, valves, servos, and relays. In many factories, PLCs remain the backbone because they are predictable, familiar to technicians, and tolerant of harsh environments.
Execution is the physical machinery: robot arms, conveyors, pick-and-place systems, CNC machines, packaging equipment, automated storage and retrieval systems, AGVs and AMRs, and process equipment in sectors such as chemicals, food, and semiconductors. This is where automation becomes visible, but the hardware only works as well as the control and integration behind it.
Supervision comes from SCADA systems, MES platforms, historians, and increasingly cloud-connected analytics tools. SCADA, or supervisory control and data acquisition, gives operators a live view of plant conditions. MES, or manufacturing execution systems, coordinate work orders, traceability, and production flow. Historians store time-series data for troubleshooting, quality analysis, and process optimization. Together, these systems turn a machine into part of a larger production model.
The modern trend is not to replace the older layers, but to connect them more tightly. Industrial Ethernet, OPC UA, and edge gateways now bridge shop-floor equipment with enterprise software and analytics. That creates more visibility, but also more integration work and more cyber risk if segmentation and access control are weak.
Three common architectures, and why they matter
Industrial automation is often deployed through three broad architectures: isolated cell automation, line automation, and plant-wide or distributed automation. Each solves a different problem.
Cell automation focuses on a single machine or workcell. Think of a robot welding parts, a vision system sorting components, or a packaging cell filling cartons. This is the easiest place to automate because the scope is narrow and the process is contained. The downside is limited spillover benefit. A fast robotic cell still depends on upstream feeding and downstream handling. If those remain manual or inconsistent, the cell spends time waiting.
Line automation coordinates multiple machines across a production line. Automotive assembly, electronics packaging, beverage bottling, and pharmaceuticals often use line-level automation because the value comes from synchronization. Here, the key challenge is not whether one machine can do its job, but whether every machine can keep pace with every other machine. Small timing errors become bottlenecks. A single sensor failure can ripple through the line.
Plant-wide automation spreads control and data infrastructure across multiple processes, storage areas, and utility systems. This approach is common in process industries such as oil and gas, chemicals, refining, pulp and paper, and power generation, where production is continuous and interdependent. It can produce the biggest gains in energy use, uptime, and traceability, but it is also the hardest to retrofit. Legacy equipment, proprietary protocols, and long asset lifecycles make integration expensive and slow.
There is no universally best architecture. The right choice depends on process variability, product mix, labor availability, safety requirements, and capital intensity. A warehouse may favor mobile robots for flexibility. A semiconductor fab may need deep process control and traceability. A bottling plant may prioritize line speed and packaging reliability. The architecture should follow the economics of the workflow, not the marketing pitch of the vendor.
Where automation adds value fastest
Automation tends to pay off first in repetitive, high-volume, hazardous, or quality-sensitive tasks. That includes material handling, palletizing, welding, machine tending, inspection, sorting, and packaging. In these use cases, the machine has a clear job, the environment can be standardized, and the ROI often comes from a combination of labor savings, higher uptime, and lower defect rates.
The most durable benefit, however, is often not labor replacement. It is consistency. Humans are excellent at judgment, adaptation, and exception handling, but they are less consistent than a well-controlled machine when asked to repeat the same motion thousands of times per shift. Automation reduces the variability that causes scrap, delays, and quality escapes.
This is one reason semiconductor manufacturing relies so heavily on automated handling and process control. The constraints are severe: microscopic tolerances, contamination sensitivity, and long process chains. Similarly, data centers increasingly use automation in power management, cooling orchestration, and remote operations because reliability is central and downtime is expensive. In logistics, warehouses use a mix of conveyors, sorters, AMRs, and software orchestration to reduce travel time and improve picking efficiency.
But the same logic also reveals the ceiling. If a task changes too often, if parts vary too much, or if the edge cases dominate the workload, automation becomes harder to justify. In those cases, the system may need expensive sensing, custom fixtures, machine vision, or AI-assisted perception — and even then, the human still may be the most flexible option.
Why automation breaks down
Industrial automation fails for predictable reasons. The first is bad process design. Many companies try to automate a broken workflow instead of fixing the workflow first. That usually produces a faster version of the same inefficiency. If material flow is poorly organized, if parts arrive in the wrong orientation, or if changeovers are chaotic, the automation stack will inherit those problems.
The second failure mode is integration debt. Plants rarely run on a clean slate. They have legacy PLCs, older fieldbus systems, custom machine code, and equipment from multiple vendors. Connecting them can require gateways, protocol translation, custom middleware, and extensive testing. Every extra layer adds failure points. A system that looks elegant on paper can become fragile if one vendor’s interface changes or if a network segment is not properly isolated.
The third is maintenance and calibration. Robots, sensors, vision systems, and motion components drift over time. Cameras need lighting tuned. End effectors wear out. Encoders and servo drives need verification. Predictive maintenance tools can help, but they do not remove the need for skilled technicians. Automation shifts labor from direct production to maintenance, controls, software, and systems integration. Companies that underinvest in those roles often discover that automated equipment is only as reliable as the people supporting it.
The fourth is cybersecurity. Once production equipment is networked, it is no longer just a mechanical problem. Unauthorized access, poor patching, exposed remote connections, and weak segmentation can affect uptime or safety. Industrial control systems are not the same as office IT; availability and deterministic behavior matter more than convenience. That is why many plants keep control networks segmented and tightly governed. For editorial review, claims about specific breach prevalence should be verified against current reports rather than assumed.
Comparing deployment paths: buy, build, or retrofit
Companies usually approach automation through one of three paths. Each has tradeoffs.
Buying turnkey systems from established vendors is the fastest route. It reduces engineering effort and often includes service support, but it can lock a company into proprietary software, parts, and maintenance contracts. This approach works well when the process is standard and the performance requirements are clear.
Building custom systems gives the most control. Large manufacturers, advanced warehouses, and specialized process industries sometimes prefer this path when they need unique motion profiles, unusual sensors, or deep integration with proprietary workflows. The downside is complexity: custom code, custom fixtures, and custom support all increase lifecycle cost.
Retrofitting legacy equipment is often the most economical way to begin, especially for mid-sized factories. Adding sensors, controllers, vision systems, or network connectivity to existing machines can deliver quick wins without replacing the entire line. But retrofits are vulnerable to hidden compatibility issues. A machine that appears modernized may still be constrained by old mechanics, undersized motors, or aging safety systems.
The best choice depends on the asset base and the business objective. If the goal is rapid labor relief, turnkey may be enough. If the goal is long-term differentiation in throughput or quality, custom integration may be worth the investment. If the goal is to extract more life from capital already on the floor, retrofit is often the practical starting point.
The economics are about more than headcount
Industrial automation is often sold as a way to reduce labor costs, but that framing is incomplete. The broader economics include throughput, yield, energy use, inventory levels, safety, and schedule reliability. A plant may automate a task not because it is impossible to staff, but because labor availability is uncertain, the process is too hazardous, or the cost of defects is too high.
Automation can also improve capital utilization. Better line balance and fewer stoppages mean equipment produces more output per installed dollar. In some cases, the return comes from reducing work-in-process inventory or making changeovers faster, which frees up cash and floor space. For companies with thin margins, those operational details can matter as much as wage savings.
Still, automation is not a guaranteed financial win. If demand is volatile, product mix changes frequently, or the plant lacks engineering maturity, the payback can stretch far longer than expected. The hidden costs are often software integration, downtime during commissioning, retraining, spare parts, and long-term support.
What smart buyers should look for
For teams evaluating automation, a useful question is not “Can this be automated?” but “What must remain stable for automation to work?” That shifts the conversation toward process control, maintenance, and data quality.
Practical evaluation criteria include:
- How much variation exists in parts, inputs, and operating conditions?
- Can sensors reliably detect the states that matter?
- What happens when the system fails — does it fail safe?
- How much custom integration is required across PLCs, MES, ERP, or warehouse software?
- Can technicians service the equipment without waiting on a single vendor?
- Will the system still make sense if production volumes or product mix change?
These questions are often more important than the machine’s peak speed. In industrial settings, peak speed without reliability is just a more expensive way to create downtime.
Industrial automation is infrastructure, not spectacle
The most important thing to understand about industrial automation is that it is infrastructural. It is not only a robotics story, and it is not only a software story. It is the coordinated system that lets a factory, warehouse, utility, or data center turn physical work into repeatable output.
When it works well, automation makes production steadier, safer, and more observable. When it breaks down, the failure usually traces back to one of a few causes: poor process design, brittle integration, neglected maintenance, or an architecture that does not match the job.
That is why the strongest automation programs are rarely the most glamorous ones. They are the ones that understand where precision matters, where flexibility matters, and where a human operator still adds the most value. The technology is powerful, but it is not magic. It simply makes the constraints of the physical world impossible to ignore.
Sources and further reading
- International Federation of Robotics, World Robotics reports
- OPC Foundation documentation on OPC UA
- National Institute of Standards and Technology (NIST) guidance on industrial control systems and cybersecurity
- ISA-95 standards for enterprise-control system integration
- IEC 62443 standards for industrial automation and control system security
- Rockwell Automation, Siemens, and Schneider Electric technical materials on PLCs, SCADA, and industrial networking
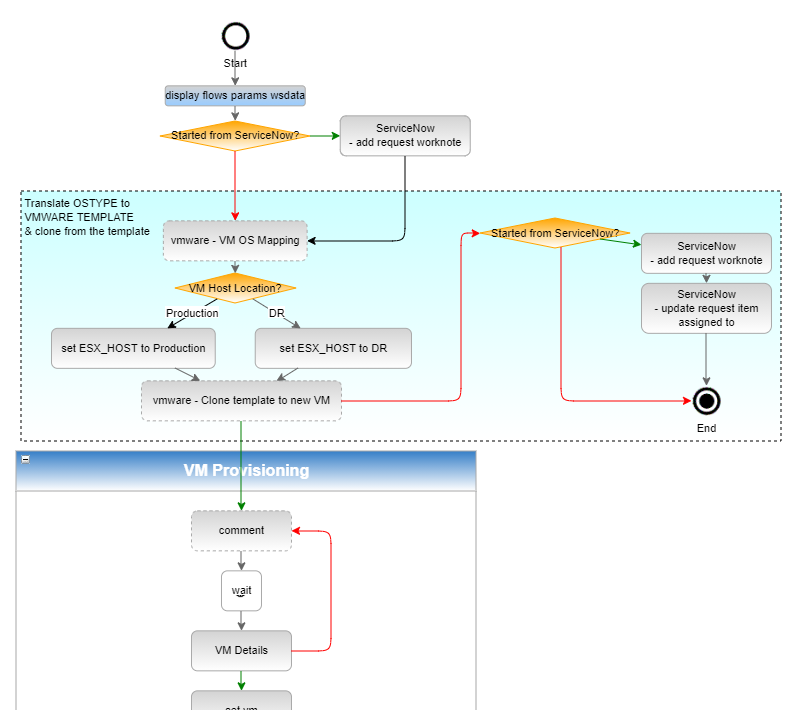
Image: Automation workflow map.png | Resolve Systems, Inc. | License: CC BY-SA 4.0 | Source: Wikimedia | https://commons.wikimedia.org/wiki/File:Automation_workflow_map.png